Soldering, brazing and feedthroughs
In this section
As the controlled expansion (CE) alloys melt below the temperature of most conventional glasses used for direct sealing of feedthroughs into Kovar* or steel packages it is normal to use either glass or ceramic insulated feedthroughs in a Kovar ring or ferrule. These can be soldered into the machined and plated package as in normal aluminium package technology. In addition, explosively bonded feedthroughs can be directly welded into packages in alloys Osprey® CE17F, CE13F or CE11F.
Being composed of aluminium and silicon, the CE alloys start to melt at 577°C (1070°F) so conventional brazes (including those based on silver and copper) cannot be used. Only solders and brazes that melt below ~550°C (~1020°F) can be employed.
If the joining operation is made to plated CE alloy components, the wetting and spreading conditions for the filler alloy will be determined by the plated metals. However, because the thermal conductivity of CE alloys is much higher than Kovar (up to 7x) and their thermal capacity much lower than Cu-Mo and Cu-W, some optimization of the heating cycle will be required if the CE alloys are being used to directly replace the other materials. In particular, heating times may be reduced, allowing faster throughput in brazing furnaces.
Package construction methods
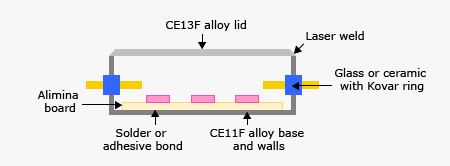
Option 1: Homogeneous CE alloy package
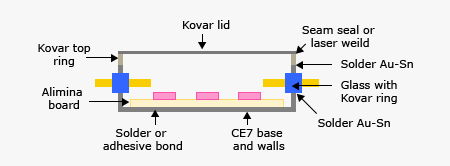
Option 2: Heterogeneous CE alloy and Kovar package
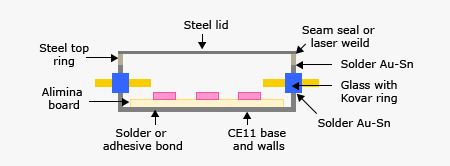
Option 3: Heterogeneous CE alloy and steel package
* Kovar is a trademark of Carpenter Technology Corporation.